

目前随着海工和船舶市场产品的品种的增加和技术要求的提高,许多时候古板焊接质料无法满足性能,好比更低的低温攻击要求,长时间热处理要求,CTOD要求,抗硫化物应力腐化要求等等。
随着焊接技术海工和船舶的焊接的要求越来越高,一旦泛起质量问题,制造厂都需要支付高昂的价钱。需要大焊接参数窗口(1.1-3.0)KJ/mm的药芯焊丝从而获得稳定的焊缝质量。
正是基于客户的以上的要求,ITW焊接集团Hobart公司推出全能高效率药芯焊丝FabCO 712C:
1、同时满足AWS A5.20: E71T-1CJ H4, E71T-9CJ H4, E71T-12CJ H4的药芯焊丝;
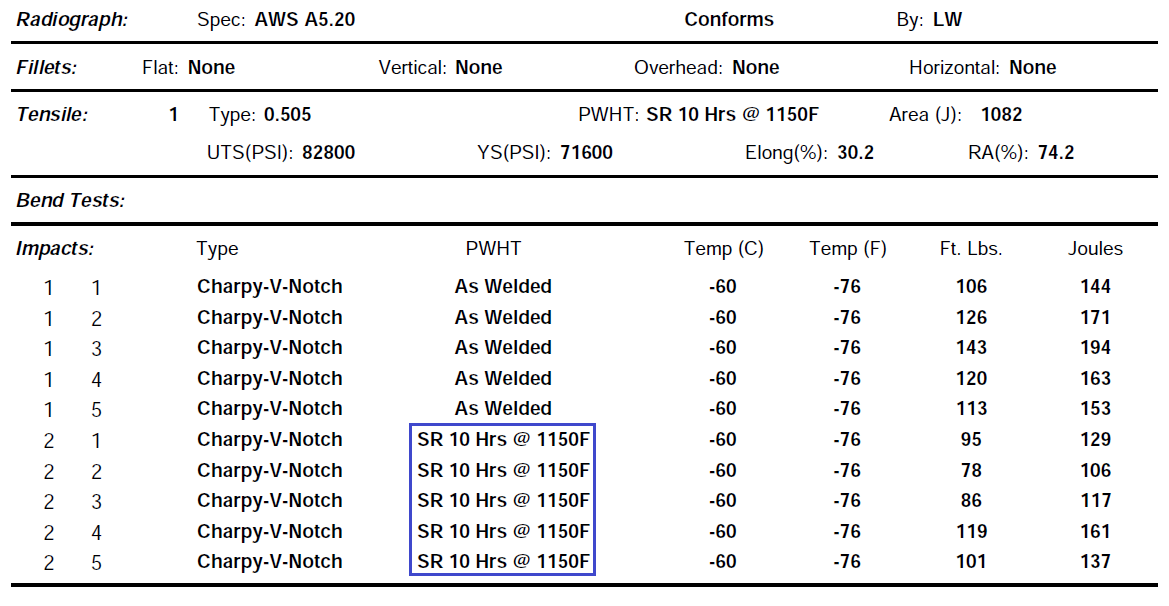
2、在满足NACE控镍要求下,为客户提供满足-60℃的攻击要求;
3、可满足焊后热处理620℃ 10-13小时, 依然满足-60℃的攻击要求和屈服抗拉的强度要求;
4、大焊接参数窗口(1.1~3.0KJ/mm)的适应性,降低了体例PWPS的限制,同时也降低了对焊工的操作技术要求,关于重要的焊接结构,降低因焊接参数波动带来的焊缝性能的波动;
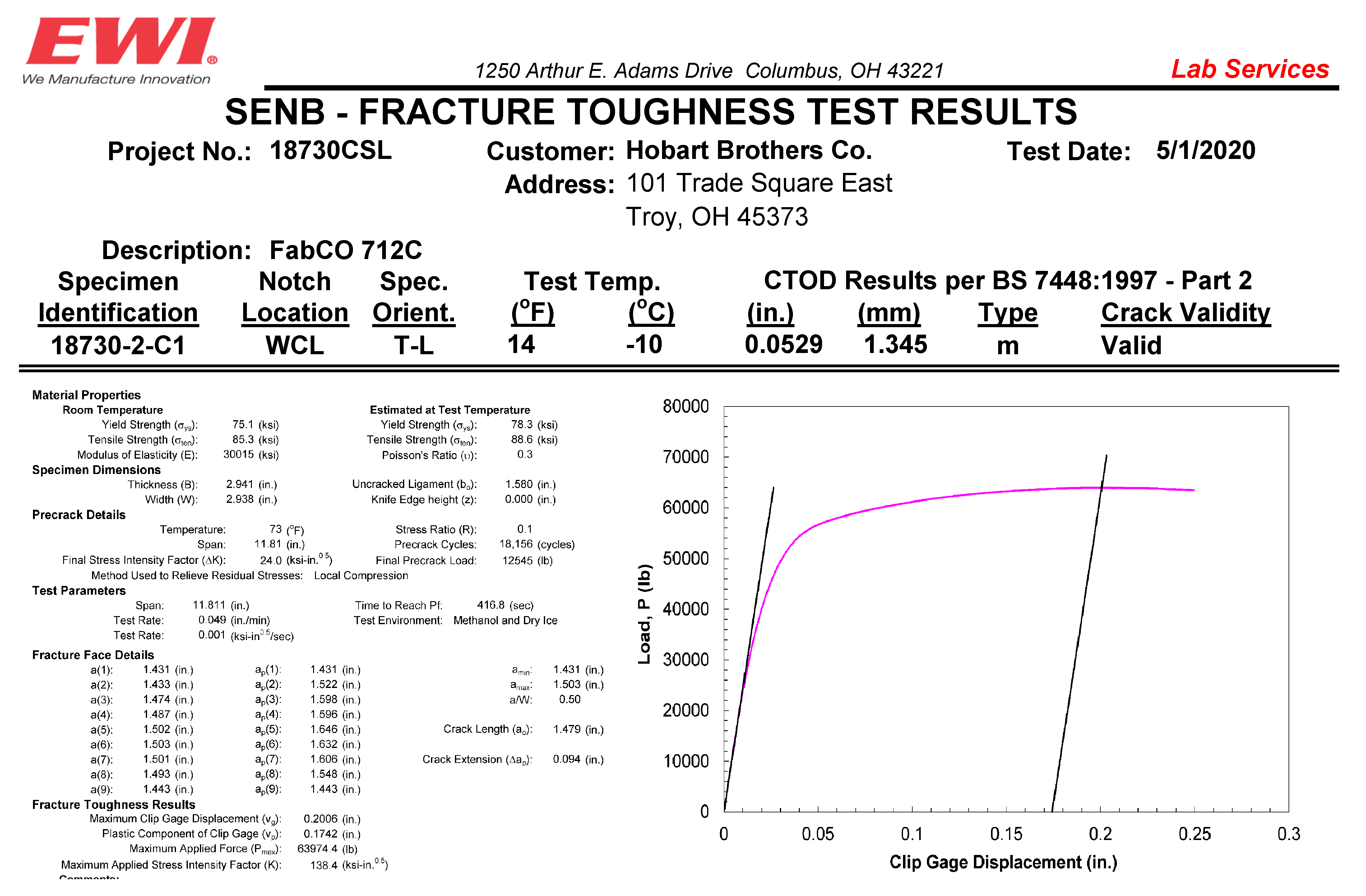
5、良好的焊后塑韧性能,可以满足客户对焊材CTOD性能要求。
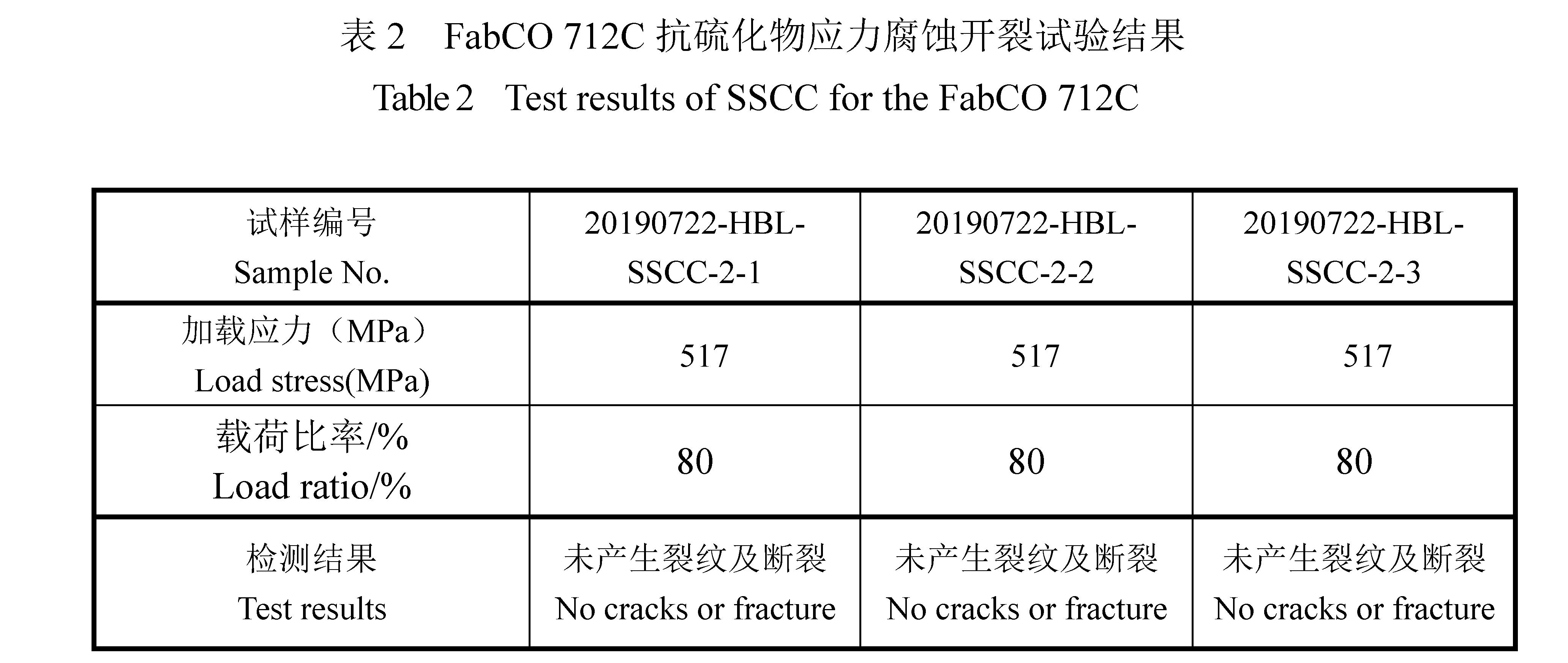
6、焊缝可满足抗硫化物应力腐化要求,H4高水平的扩散氢控制,为客户提供替代手工焊条的的可能。
FabCO 712C 的CTOD实验数据
焊丝接纳先进的搭接药芯焊丝制程工艺,焊丝密封好,有利于扩散氢的控制,焊丝外部闭合完整平滑,消除了外部沟槽,有利于提高焊丝的送丝性能,使这款焊丝可以满足H4认证要求,同时具有卓越的工艺性能。
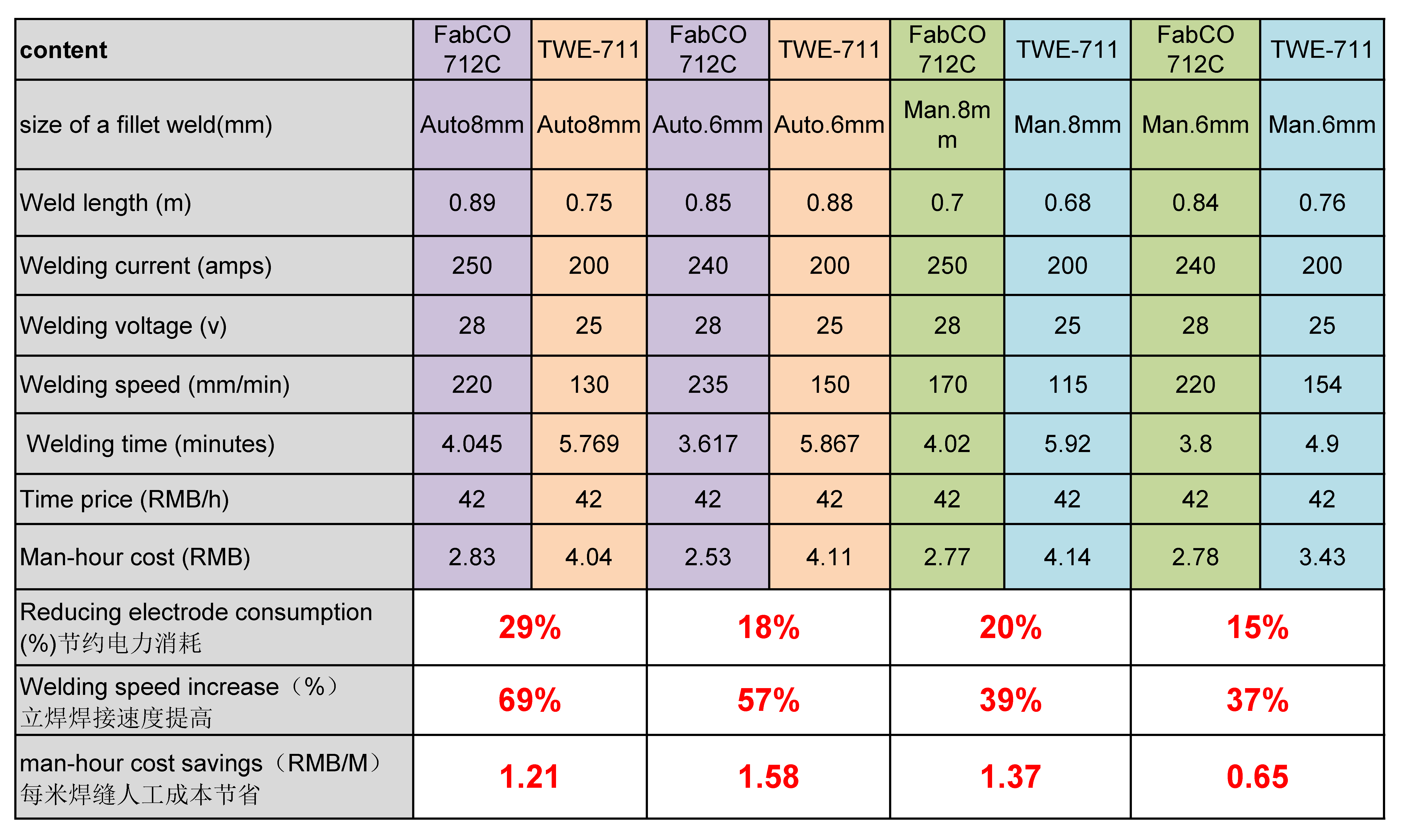
(3G立焊位置,快凝配方的FabCO 712C 接纳更大的焊接参数,获得更高的效率。)
上一篇:X70和X80管线钢焊接接头CTOD试验简介 下一篇:不锈钢单道立上焊接专用药芯焊丝介绍
 苏公网安备32058302003164号
苏ICP备11040409号-1
苏公网安备32058302003164号
苏ICP备11040409号-1